- HOME
- 精密板金加工
板金王の板金教室! ~溶接編~
今回は曲げ加工をしたものを溶接していきます。
まだ読んでいない方はこちらからどうぞ→サイコロ製作 第4回:曲げ加工編
それでは、みなさんも一緒に見ていきましょう!

今日は溶接を教えるぞ!
溶接中はかなりまぶしい光が出るからな。
溶接面は必須じゃ!

溶接麺!?
聞いたことないけどおいしそう!
実は私、ラーメンにはちょっとうるさいんです!

え?
あ、イヤ、ちょっと・・・・・・

細麺派と太麺派、ストレート麺派とちぢれ麺派で度々論争になることがあるけど、私は不毛な争いにしか感じないの。なぜなら最終的には個人の好みだと思うし、地域性によっても左右されるものだから、永遠に答えなんて出ないわ。それはスープによっても同じ事が言えると思うの。醤油、豚骨、みそ、塩が4大属性としてあるけれど、店舗、地域、国、惑星によって、独自にブレンドすることもあるし、使う材料・調理法にも大きな差が生じ、所謂亜種や希少種とも呼べる独自のラーメンもあるわ。それは天から舞い降りし至高のラーメン職人の感性によって生み出されるの。いえ、この場合彼らの事は、ラーメンエンジェル(略してメンジェル)と言うべきかしら。ところで物理学で「超ひも理論(超弦理論)」というのがあるんだけど、「ひも=麺」であると仮定した場合、宇宙はラーメンで出来ているといっても過言ではないと思うの。やはりラーメンこそ宇宙の起源(にして頂点)であり、人類が知らない宇宙の深淵を除くことが出来る唯一無二の手法であると推測されるわ。ちなみに私の提唱する理論だと「麺は光速(C)を超える」事が可能で、相対性理論の崩壊に繋がる可能性が・・・・・・・・・・・

こ、こいつラーメンガチ勢や・・・・!
つーか、中盤から何言ってるのか全く頭に入ってこねえ・・・!!
そんなしぃちゃんは果たして無事に溶接をすることができるでしょうか・・・。
溶接とは
その状態のまま冷却することで、1つに接合するというのが溶接の基本的な仕組みとなっています。
今回は主に精密板金でよく使われる4種類の溶接方法を学んでいきましょう。
①アーク溶接
 アーク溶接とは大気中の放電現象を利用し、金属をつなぎ合わせる溶接方法です。
アーク溶接とは大気中の放電現象を利用し、金属をつなぎ合わせる溶接方法です。溶接現場では左の写真のように青白い光を放つ溶接をよく目にします。
この青白い光を「アーク」と言い、約5000~20000℃の高温かつ強い光を放つことが特徴です。自動車、鉄道車両等、様々な金属の溶接で使われています。
アーク溶接の特徴として以下のようなものが挙げられます。
・溶接継手の強度が高い。
・気密性や水密性に優れる。
・作業には熟練を要する。
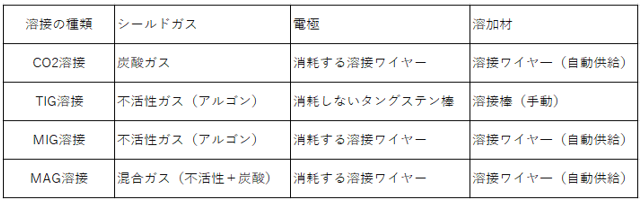
アーク溶接の中でも特に精密板金で用いられる溶接として、「CO2溶接」や「TIG溶接」、「MIG溶接」、「MAG溶接」などの溶接方法があります。下記に各溶接の特徴を記します。

へぇ~~!
アーク溶接にはいろんな種類があるんですね!

他にも種類はあるんじゃが、上の4つはよく使われるアーク溶接じゃ。見た目は光って綺麗じゃが、火傷やケガにも十分に注意が必要なんじゃぞ!
溶接の際は、溶接面・皮手袋などの保護具が必要じゃ!
じゃあ早速試しにやってみようか!


ん?なんか金属のもこもこがっ・・・??
師匠!これって何なんですか?

これがビード(溶接の作業をしている際に金属がみみず腫れのように盛り上がっている部分のこと)と呼ばれるものじゃよ。使われ方にもよるんじゃが、溶接後の見た目をよくする為に、グラインダーという機械で仕上げることもあるんじゃよ。
②ファイバーレーザー溶接
 高精度で高密度なレーザー光を使うことで、ビードが小さく、溶け込みも深く、熱による変色や変形が少ない溶接方法。次世代の溶接技術とも言われています。
高精度で高密度なレーザー光を使うことで、ビードが小さく、溶け込みも深く、熱による変色や変形が少ない溶接方法。次世代の溶接技術とも言われています。特徴
・溶接後の歪や焼けが少ない。
・ビードが綺麗なため、仕上げも極力不要。
・一般的に難しいとされるアルミの溶接も容易にできる

ファイバーレーザー溶接は仕上がりが綺麗で、
溶接をした時の反りも少なく、
ビードも少ないのが良いとこなんじゃよ!
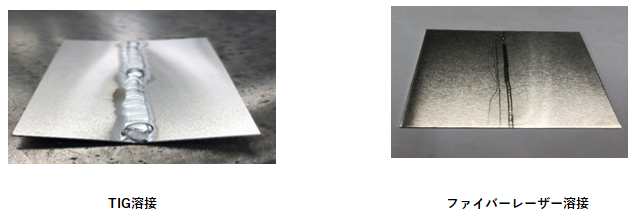

ほんとだ~~~!
ファイバーレーザー溶接の方が綺麗に仕上がってる!

綺麗な仕上がりになるから、外観を気にする箇所で活躍する場面も多いんじゃよ。
次からは今までの溶接とは少し違う溶接を紹介していくから、しっかり学ぶんじゃぞ!

要注目ってことですね!!
また綺麗な花火がみれるかな~♪
③スポット溶接
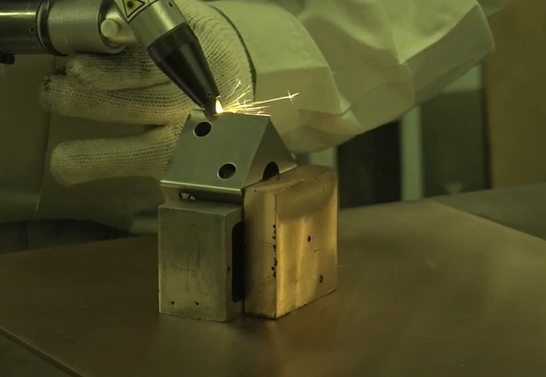
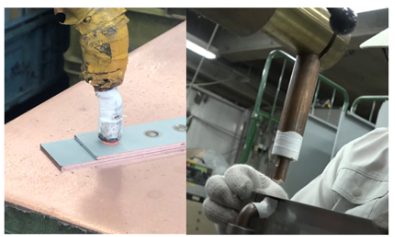 溶接したい2片の金属母材を上下から電極で挟み込み接触部を電極で加圧します。 加圧した電極より金属母材へ大電流を流すことにより、電気抵抗によるジュール熱を発生させ、被溶接材を局部的に、発熱・溶融させ接合される溶接工法です。
溶接したい2片の金属母材を上下から電極で挟み込み接触部を電極で加圧します。 加圧した電極より金属母材へ大電流を流すことにより、電気抵抗によるジュール熱を発生させ、被溶接材を局部的に、発熱・溶融させ接合される溶接工法です。特徴
・比較的初心者でも扱える。
・溶接スピードが速く、コスト削減にもなる。
・歪が少ない。
・板厚の厚い金属では向かない。

スポット溶接の仕組みはこんな感じじゃ!
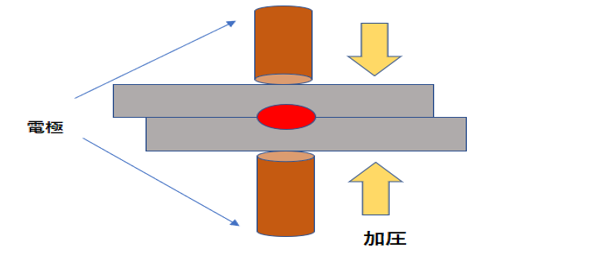

ふむふむ、2方向から電極で加圧を加えて、電流を流してその熱で金属を溶け込ませる、、、みたいな感じか~。だんだんわかってきたぞ!
知られています。その反面、時々スポット溶接によるスポット剥がれが起きることもあります。
そんな不良をおこさない為にも、スポット強度を測る下記のような測定機械も市場には出回っています。
早さには優れている反面、加工の際の品質管理が難しいのがスポット溶接の特徴です。
④スタッド溶接
 スタッド溶接とは、スタッドボルトやスタッドナットを金属板に溶接する方法です。
スタッド溶接とは、スタッドボルトやスタッドナットを金属板に溶接する方法です。これまでの溶接方法と比較し、スタッド溶接は高強度かつ量産に向いており、自動車産業、建築、土木、板金加工にも欠かせない技術となっております。
以下特徴
・溶接時間が短く、生産性が高い。
・作業者による品質のバラつきが少ない。

なるほど~、スピードも速くて強度も良いんですね!
ん?師匠~、なんかピンの先端に突起が付いていますけど、これはなんか関係あるんですか?
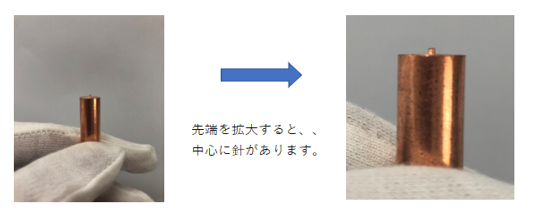

お!いい所に気が付いたのう。
実はその突起がスタッド溶接を行ううえでとても重要なんじゃ。下の図にも示しているが、接合させる部分に突起物が溶け出すことで、接合部分が熱でくっつくという原理なんじゃよ。
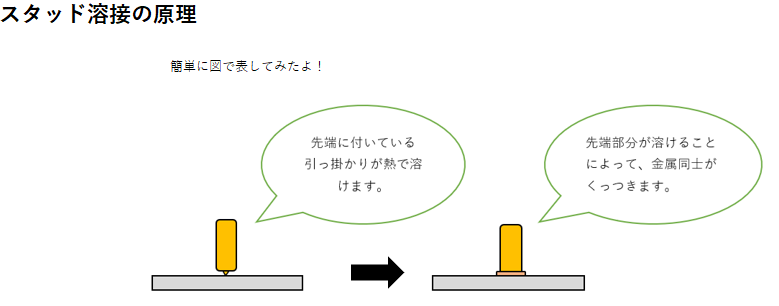

大まかな図で表すとこんな感じじゃな。
今日もたくさん学びましたね~!
って師匠!、サイコロは今回どうなったんですか!?

ふふふ、忘れん坊な天然爆裂娘の為に実は裏で準備しとったんじゃよ~!今回はTIG溶接を用いてサイコロを作ってみたぞ。

溶接後とその後の処理の写真が下の図じゃな。
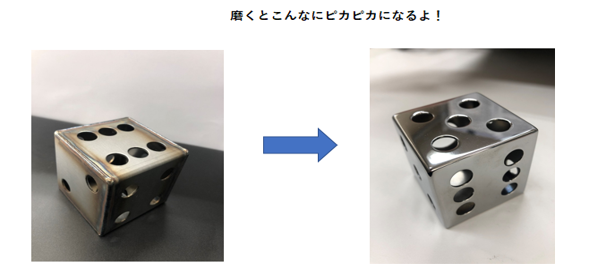

おお~~!!すっごく綺麗です~!
ますます、スポット溶接とかスタッド溶接もやりたくなってきましたよ~。

うむ、是非しぃちゃんにはこれからやってもらわないとじゃな!

だって、リゾットみたいでおいしそうですもん!きっと、作業中でも香ばしい匂いがするんだろうなぁ、、、。

相変わらずの食い意地爆裂娘じゃの、、、
そんなこんなで次回は検査の工程じゃ!
頼むから、食べ物に関わらないで終わってほしいものじゃ。