- HOME
- 精密板金加工
板金王の板金教室! ~曲げ加工編~
まだ読んでいない方はこちらからどうぞ→サイコロ製作 第3回:バリ取り編
それでは、みなさんも一緒に見ていきましょう!

しぃちゃん!今日は金属の曲げ加工を教えるぞ!
曲げ加工は「ベンダー」という加工機を使うんじゃ。
基礎から教えるから、よ~く聞いとくんじゃぞ!

ふふっ!師匠!
私、詳しくは無いけどベンダーは聞いた事あります!
映画に出てくる黒いマスク被った人ですよね~!

映画・・・???

ダースベンダー!
・・・じゃなかったっけ?

・・・・・・
今日も相変わらずの天然炸裂娘ですが、果たして無事に曲げられるのでしょうか・・・。
曲げ加工(ベンディング)とは
精密板金加工の中でも、基本的な加工方法の一つですが重要な工程です。
というのも、板金加工品は曲げ加工が必要な製品が大半だからです。
精密板金の曲げ加工を行う場合、一般的に「ベンダー」と呼ばれる加工機を使用します。
ベンダーは別名プレスブレーキとも呼ばれます。
サイズは大小様々あり、小型の物は横幅2メートル程度ですが、
大型サイズになると横幅6メートルを超えるベンダーもあります。


用途によって、色んなサイズがあるんじゃ。
大型のベンダーになるほど、パワーも大きくなって、
小型のベンダーで曲げられない厚みの材料も曲げられるぞ。
曲げ部分を折り返すヘミング曲げ等があります。
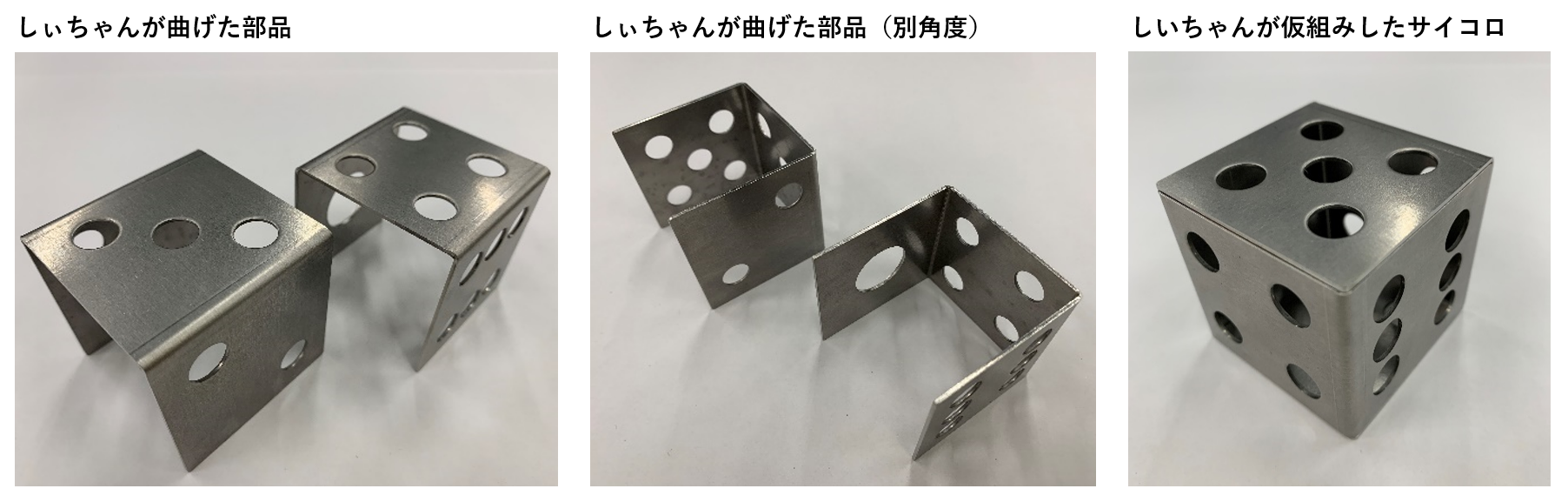
今回はサイコロになる部品を90度に曲げて行きますので、曲げの基本となるV曲げを見ていきます。
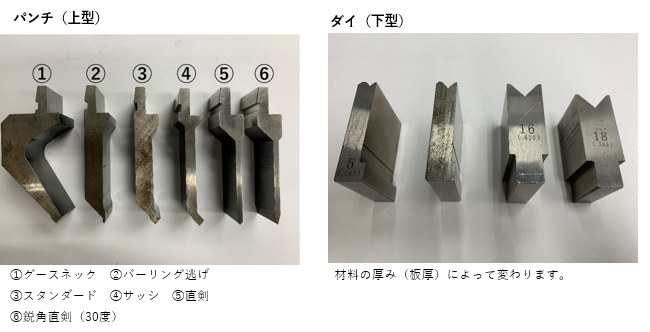
曲げには金型が必要です。
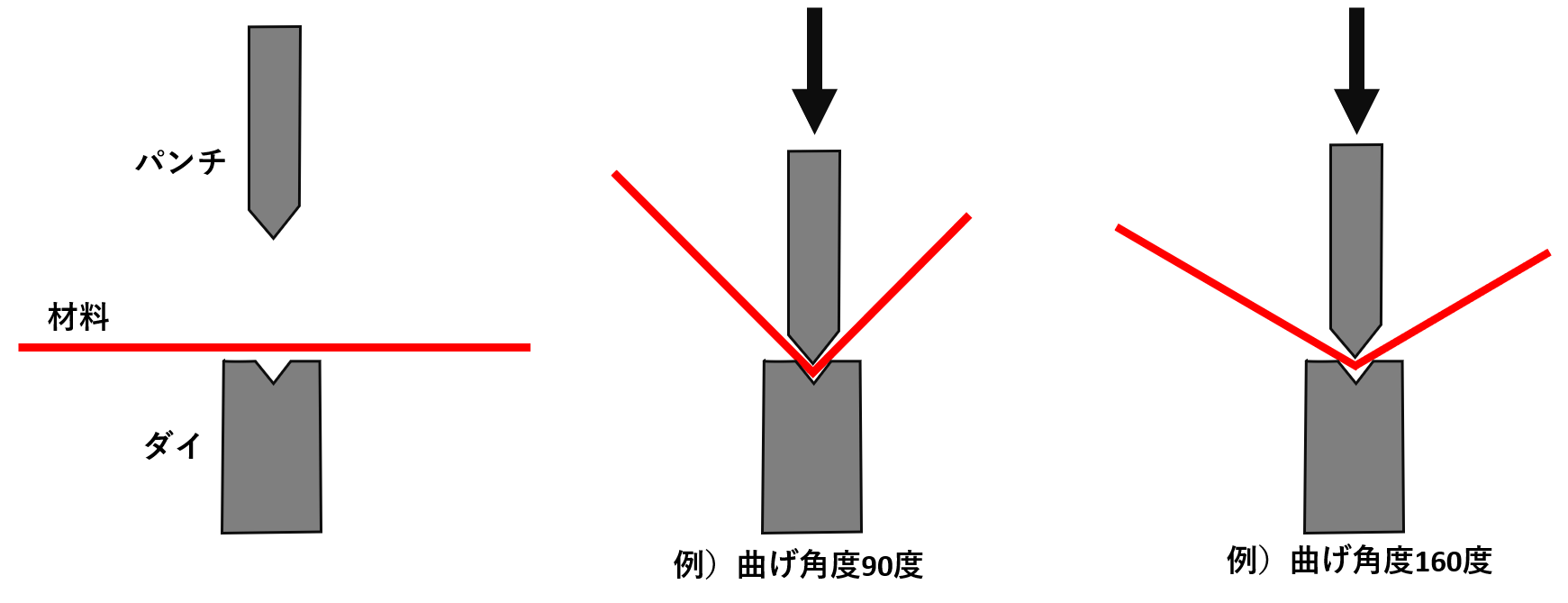
パンチ(上型)とダイ(下型)を使用し、プレスの原理で材料を曲げていきます。
パンチとダイは必ずセットで使用します。片側だけ付けても曲げる事は出来ません。
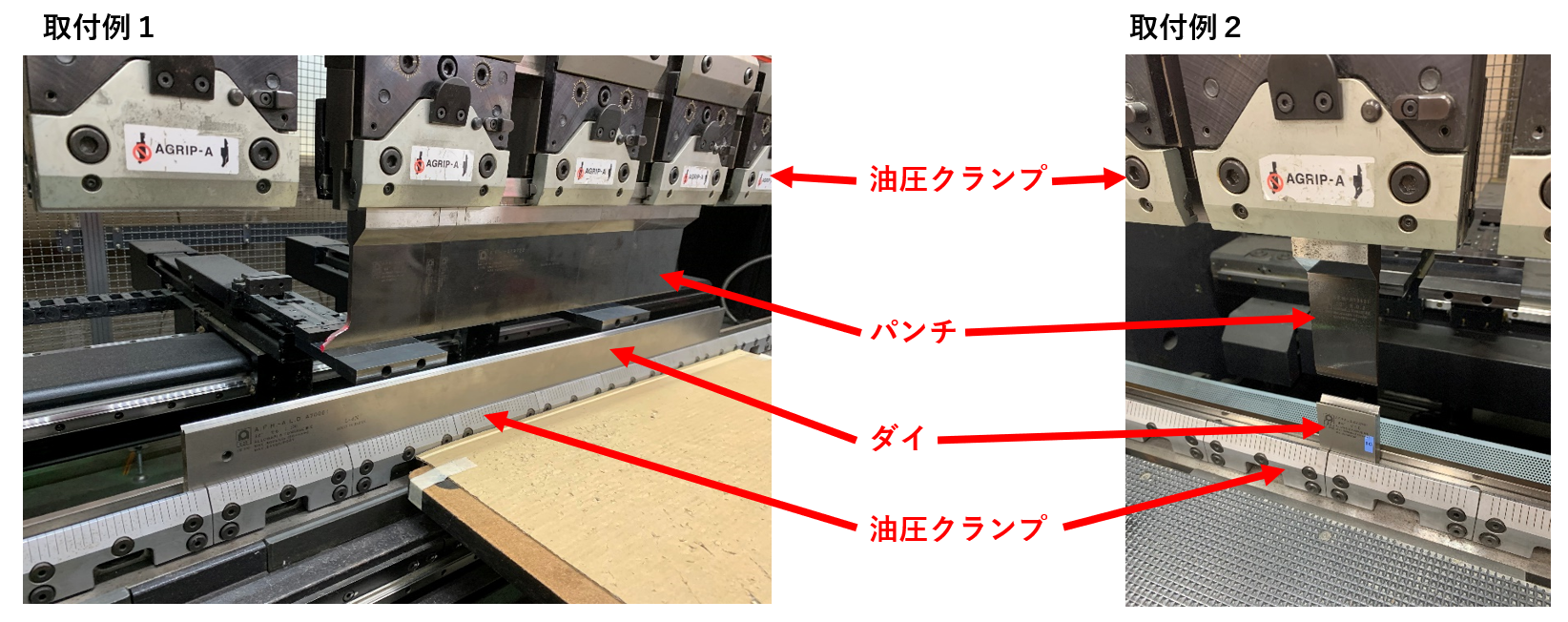

最近のベンダーは油圧クランプだから、
金型のセッティングもラクチンじゃ!
昔のタイプはボルトで手締めだったから、
結構大変じゃったぞ・・・
この時、パンチの下がる量(下死点位置)をコントロールする事で、任意の曲げ角度に調整します。
一般的には90度曲げが多いですが、90度以下の鋭角曲げや90度以上の鈍角曲げも行います。

原理は簡単なんですね!!
そういえば、写真だとパンチの形がいろいろあるみたいですけど、何が理由があるんですか???

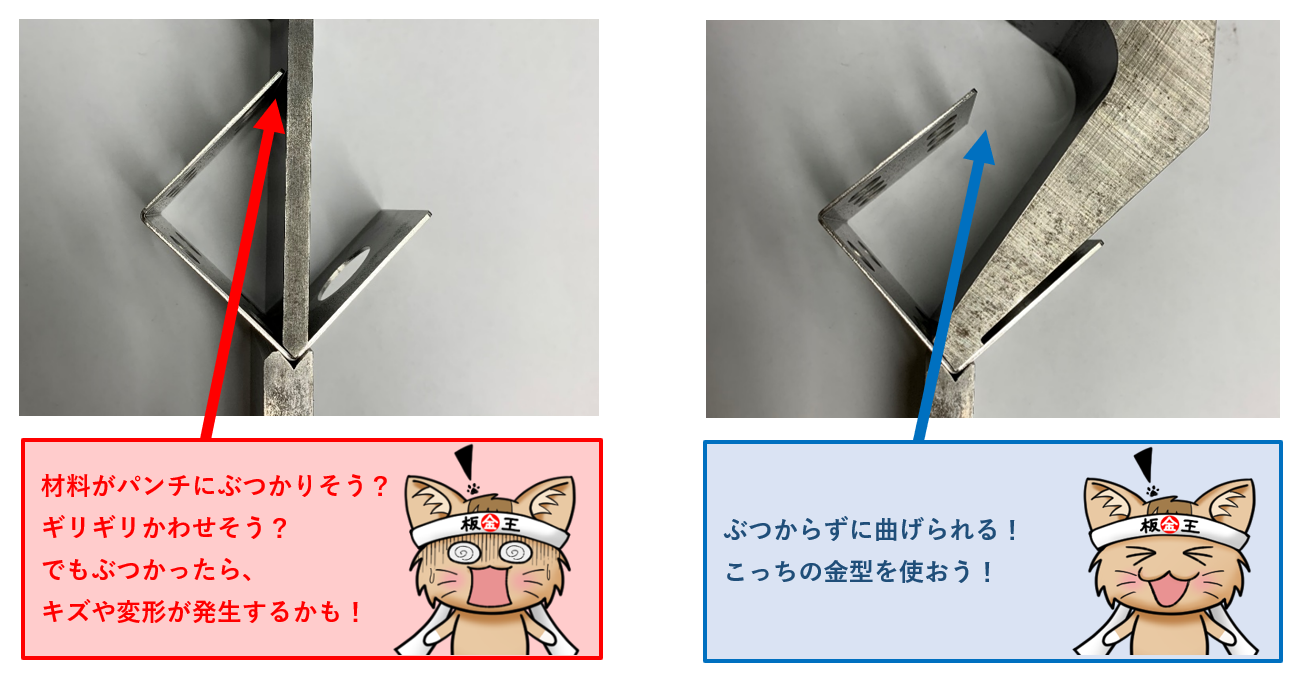
下の写真を見てもらえると分かると思うが、
曲げ長さが長いと、材料がパンチにぶつかって (干渉して)上手く曲げられない場合があるんじゃ。

なるほど!
金型の選定も大事なんですね!!

今回のサイコロは、スタンダード型でもぶつからないと
思うが、安全を見てグースネック型を使用するぞ!
・・・・よし!
段取りも済んだし早速曲げてみるんじゃ!
曲げ角度は90度じゃぞ!

よ~~~~し
緊張するけど頑張るぞ~~~~!!
おりゃ~~~~~~!!!!!!
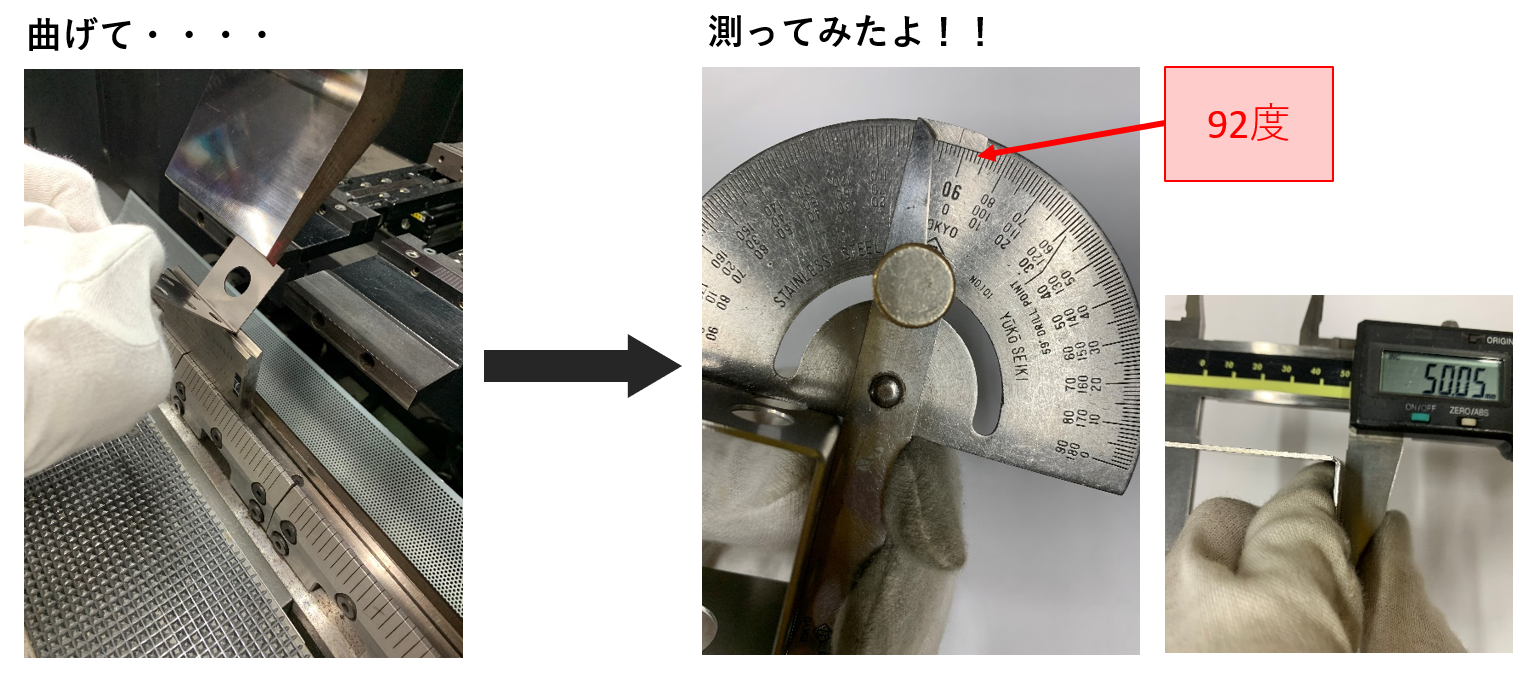
師匠!!曲げてみました!!
?・・・あれれ・・・?
寸法は良さそうなんだけど、角度が変です・・・。
機械の設定は90度にしてあるのに、
92度近くあるかも・・・?

それはスプリングバックという現象で、材料がもとの形(板状)に戻ろうとする現象の事じゃ。
例えば、紙を折り曲げても少しづつ開いてくるじゃろ?
それと同じ現象なんじゃ。
スプリングバックとは、バンキングが言ったように、曲げ加工時に加圧された力が解放されると、
材料がもとの形に復元しようとする現象の事です。
材質、厚み、曲げ角度等により、スプリングバック量の大きさが変わってきます。
一般的には曲げ角度が鋭角になるほど、薄い材料であるほど、スプリングバック量が増加する傾向です。
スプリングバック対策として、様々な方法があります。
今回内容は省きますが、「コイニング」「ストライキング」「2段曲げ」等です。
さて、バンキングは一番シンプルな加工方法で対応するようです。

では、今度はちょっと強めに曲げてみるぞ!
次は88度狙いで曲げてみるんじゃ!

なるほど!!
スプリングバック量を考慮して強めに曲げるんですね!
さっきは、90度狙いで92度になったから、
88度狙いで曲げれば90度ぐらいになるはずっ!

そうじゃ、そのことを
「オーバーベンド」と呼ぶんじゃ。
スプリングバック対策としての基本中の基本じゃから、
必ず覚えておくんじゃぞ。
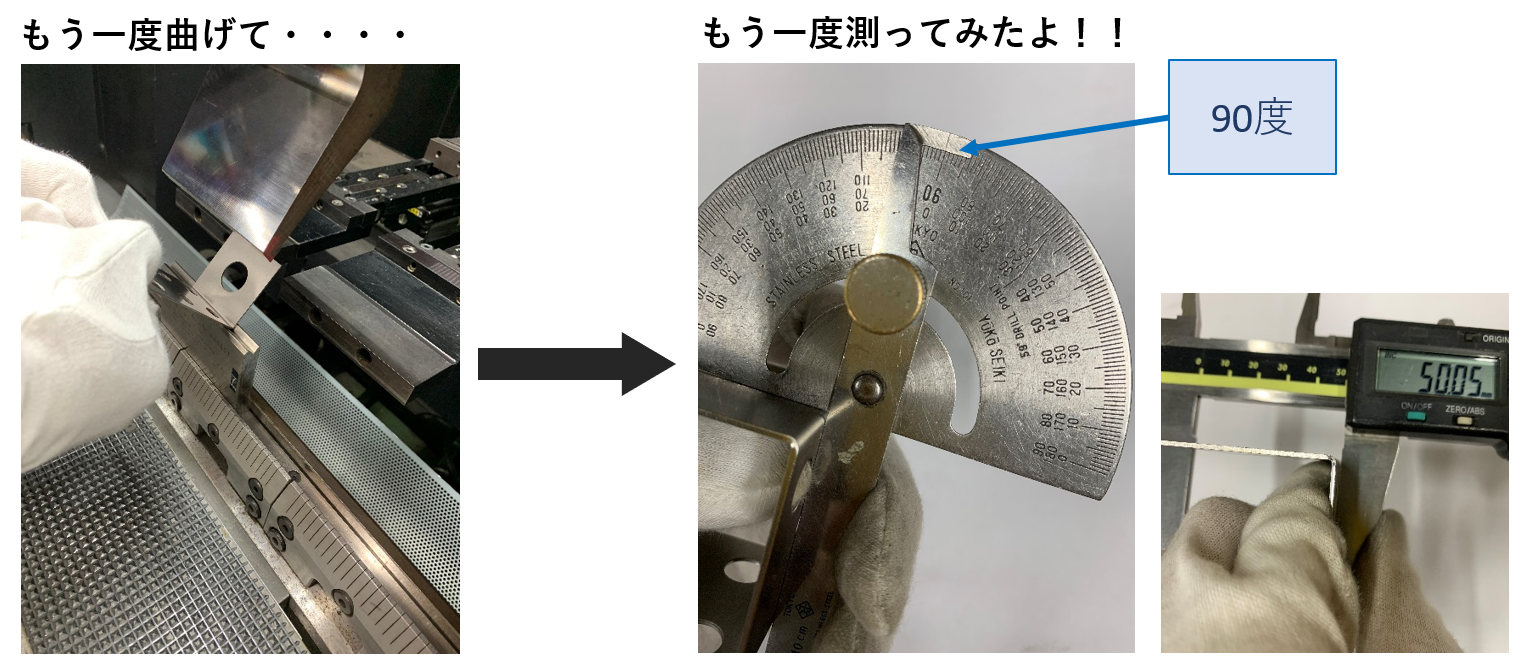

師匠!!ピッタリ90度ですっ!!!
寸法もバッチリ!!

良い感じじゃな!
よし、このまま加工を進めるぞ!

がってん承知の助!

上手に焼けま・・・・
じゃなくて、出来ました~~~♪

初めてにしては上出来じゃな。
自ら進んで仮組みしてみたのも良いことじゃ。
今回教えたのは基礎中の基礎じゃ。
金型選定やベンダーのセッティングは
ワシがやったが、少しづつ自分でやっていくんじゃぞ。
はい!
でも、オーバーベンドって聞くと
おなか空いてきちゃいますね~~~。

えっ・・・・

大葉弁当!
きっと大葉の香りがたまらないんだろうな~。
日本酒にも合いそうです!!

それ、世界中探しても君だけや